

高分子防水卷材及其热合焊接技术在隧道施工中存在的问题及其预防措施
高分子防水卷材及其热合焊接技术在隧道施工中存在的问题及其预防措施

魏厚刚 中铁二局第二工程有限公司
高分子防水材料一般都具有良好的热 性,在一定温度和环境条件下,通过土工膜焊接机对一定厚度的防水板 (卷材)进行熔融压合,可将一块块单独的防水板连接成一个整体,经过大量的试焊、抗剥离试验和现场注水法或注入空气法试验,结果表明,在现有
施工技术条件下,能够达到工程防渗漏水设计要求。然而隧道、地下 [程防排水是一个综合的 、复杂的系统工程,与隧道地质、爆破、超欠挖、防水卷材选
取与施工、盲管布设、注浆管预埋、钢筋网及砼施工、施工缝处理、排水管等都有着十分重要的关系。根据工程特点及使用要求,在一般情况下,为确保防水可靠、不渗不漏,防排水工程施工的总的原则是,以防为主、多道设防、防排结合、刚柔相济、选材恰当、经济合理、因地制宜、综合整治。但在实际施工中,我们发现防水卷材在选取与使用过程仍然存在很多问
题。这主要反映在以下几个方面:
1 产品质量及其物理性能方面存在的问题及其预防措施对隧道工程施工用防水卷材,一般要求其防水板厚度以 1mm~3mm、幅面宽度以 2m~3m。幅面长30m左右为宜;如为复合型防水卷材,不宜选择双面复合材料,且复合的土工布粘接牢固有弹性,重量在300g/m 及以上,自然厚度在 2mm及以上;其四边还应保留 100mm以上的防水板搭接带 。
防水板质量应满足有关标准或工程防水要求。目前市场上的防水卷材存在着很多的质量缺陷,难以找到纯粹的 EVA、PVC、LDPE等品质优 良的防水板,这主要是一些乡镇小企业,为降低生产成本而添加一些填料,甚至使用劣质再生料进行生产的结果。这样的防水板较硬易碎,抗穿刺能力差,寿命也很短,易受侵蚀。在进行防水卷材的选择时必须引起
注意,日测时应色泽好,表面光洁,硬度适宜 (邵尔A60~65度 ),手感厚度均匀等。
防水板之间的搭接应优先考虑热合焊接技术或防水板的自粘技术,如没有条件而只能采用胶粘剂冷粘法施 T时 ,应首先选择防水板生产厂家提供或推荐的胶粘剂,并且该胶粘剂已经经过试验验证。确定是否已经验证的方法分两类:一是由防水板生产厂提供的防水板冷粘施工工艺及其相关检测报告、录像资料、图片等;二是和防水板供应商一起进行现场试验,并进行详细记录和抗剥离检测。
在其他因素已经得到良好控制的情况下,防水板厚度是确保防渗漏水的一个十分关键性的指标。为避免防水板质量厚度不匀或不易检测等情况,建
议优先选用非复合型防水板;随机裁剪开防水卷材,增加厚度检测频率,使用已经检测部门检测合格的防水板;目测是否存在严重的厚度不匀、透光性反差明显、破裂、漏洞、鼓凸、瘤出等缺陷,检查防水卷材的搭接带及防水板一面是否干净整洁,否则必须清洁和修补;检查和调试土工膜焊接机是否工作正常,并进行试焊,观察焊接质量是否符合要求等。
2 铺设前的防排水施工问题及其预防措施
在开挖岩面与初期支护之间,应每隔一定间距环向设置加筋透水软管、止水条、止水带等防水止水材料,并在其外裹一层无纺土工布,在渗水部位设置多重透水管,将渗水汇流人边墙集水井,再由与其连接的排水管引至两侧排水沟,以确保在进行防水板铺设前没有水流、水滴或者冰棱冰柱等明水,在渗漏水严重地带还应采用防水混凝土施工。
3 铺设前锚喷基面上存在的问题及其预防措施在防水板铺设施工前,必须首先检查并清除锚喷基面上残留的钢筋、锚杆头、尖锐岩石、凸出的管
A/g 28 2006 5。
建材标准化与质量管理件等尖锐突出物,并确保两凸出物之间的深长比 (即相邻两凸出物问的最大深度与两凸出物问的距离之比)保持在边墙时不大于 1/6、拱部时不大于 1/8的范围内,否则应用砂浆抹平;断面变化或直角形断面处亦应用砂浆抹成 R≥5cm的圆弧面。如采用 自粘卷材,基层还必须采用基层处理剂处理,对基面潮湿的基层还必须进行特殊处理。为确保防渗漏水,所有处理剂都应优先选用推荐的产品并经过现场验证。
4 防水卷材的挂钉安装方面存在的问题及其预防措施
挂钉的布置安装以无钉方式为准,无钉铺设又分为两种方式:一种为木钉,一种为膨胀螺栓。
木钉的无钉铺设方法为,在已确定安装木钉的锚喷基面上冲击钻孔,将木钉绑在防水板系绳上,用铁锤将系绳和木钉一起锤人钻孔中并使小钉外端面尽可能与基面齐平即可,该法的优点是能够确保锚喷基面的平整度,有效杜绝/卜钉对防水板的穿刺破
坏,缺点是牢固性较差,木材浪费量大,施上较麻烦。膨胀螺栓的无钉铺设方法为,将膨胀螺栓置于钻孔中后,紧固螺栓,再将防水板系绳绑扎在膨胀螺栓上即可。该法的优点是操作简便,缺点是在已绑扎好系绳的膨胀螺栓上必须用补钉进行掩蔽,即在螺栓处有两层防水板,以减小膨胀螺栓可能造成的对防水板的破坏。
无论采用哪一种无钉铺设方式,均要求木钉或螺杆长度在 8cm~1Ocm、杆体直径在 qbO.8cm以上时为佳。木钉或螺栓固定后,其杆体在锚喷基层上外露高度不得超过 1cm。螺栓的安装要牢 固稳定,不能松动脱落。
5 防水卷材挂置过程中存在的问题及其预防措施
在基面处理、挂钉布置等工作结束后,将防水卷材在锚喷基面上挂系好,此时要注意将系绳绑扎牢靠,检查防水卷材能否与锚喷基层紧密密贴 (防水板在纵、横向都要有一定的预留长度,以防水板的松驰度来保证防水板与锚喷基层紧密密贴 )、预留搭接带宽度 (两幅卷材的搭接宽度宜为 1Ocm~12cm)是否适宜等,否则必须进行调整。
6 对防水卷材搭接带采用热合焊接方法时的问题
及其预防措施将两幅卷材的搭接带按左下右上装入已调试好的土工膜焊接机的两胶轮间,使机身与母材边缘平行,合上压杆手柄,启动焊接机,焊接机即可按调试设定的速度和温度自行焊接。一般情况下,操作人员只需观察焊痕与母材边缘有无偏差,并及时作小范围内调整纠正即可。
在焊接结束时,及时将压杆手柄压下,使上、下胶轮处于分离状态,以免时问过长而烧坏胶轮。由于环境温度及热惰性等方面的原冈,在焊接过程中,如出现温度偏高或偏低,可在小范围内调整焊接机的行走速度来弥补温度的偏差。
防水卷材的搭接除在两张卷材问正常的双层搭接外,在实际施工中还会出现三层甚至四层搭接的情况,方法是先将两张卷材热合焊接好以后,再将第张与前已热合焊接好的卷材热合焊接即可;在四幅卷材的共同连接点还叮能产生四层搭接的情况,产生四层搭接时,应分别将已两两热合焊接好以后的两幅卷材再进行热合焊接即可。施工中应尽量避免四层搭接,因为层数太多可能因为土工膜焊接机的焊接参数不适合『f『影响焊接质量,将防水卷材错位挂置可以避免四层搭接的产生。
在施工中还会出现冈试焊、取样、修补、加工补钉等多方面原 L大J产 生的防水卷材无专有搭接带的情况,如两幅卷材中只有一幅无专有搭接带时,其搭接和热合焊接同前面的作业方式一样,施工工艺不受影响。如两幅卷材均无专有搭接带时,处理方法是,根据两幅卷材的搭接情况,裁剪两块大小差不多的、与搭接处相匹配的卷材母材,用电热吹风将其防水板一面稍微熔融后压合 (只要不脱落即可),然后将其作为补钉镶嵌在需搭接的两幅卷材中问,再用焊接机将其分别与两幅卷材热合焊接即可。这种补钉的两面均覆盖有土工布,与两幅卷材热合焊接的一面起搭接作用,另一面起土_L布的作用 ,以达到防水板不被锚喷基层上的尖锐突出物刺破的目的。
在有的位置还会出现因焊接机行走不能到位而导致的无法自行焊接的情况,这时可利用电热吹风加热熔融卷材搭接带后人工压合即可。但其中热风机功率、吹风扁嘴与防水板问的距离、吹风时间及对熔化点情况的目视观察,应通过实验 (即抗剥离试验 )来确定。
对冷粘、自粘类搭接方式,基本上不存在上面的问题。但在搭接时需采用收边压轮二次压实,周边还必须以专用密封膏密封,以使防水板搭接良好无孔隙。但须注意防止灰尘、水等对自粘带产生污染,以免影响粘接效果。
7 对防水卷材破损处的修补及其预防措施
防水卷材的施工必须精心,对防水层的质量检2006。5。 肋 29
查必须认真,在防水卷材铺设前后均应对防水板进行破损检查并及时修补。用于修补的补钉宜为圆形,且破损处离补钉的边缘应在 7cm以上 ,除自粘外,修补时将补钉和待补位置紧贴好以后用电热吹风吹至相互熔融后压合即可,冷粘时胶粘剂的刷涂宽度不宜小于 3cm。好在补钉的空隙内充填一块较小的补钉,以防锚喷基面上的突出物穿过破损处而再次损坏补钉。
8 对防水板的施工保护问题及其预防措施每一次施工完毕,工作人员必须及时对防水板
施工质量进行全面检查,检查内容包含三个方面:一是目视检测施工质量,其内容包含是否有松驰、破损等情况发生;二是在施工现场,由专门的检测人员对焊缝进行的密封性检测;三是在室内进行的对现场焊缝随机抽样的抗剥离强度检测。
施工作业完毕,操作人员和其他作业人员必须注意对防水板进行保护,必须有效控制钢筋及其焊接施工、爆破施工以及其他行走机械可能造成的对防水板的损伤等。9 施工控制方面存在的问题及其处理办法
9.1 基面平整度指标控制
锚喷基面平整度是确保防水板能起到防水效果的一个重要工序。根据现阶段防水卷材的伸缩性能及隧道锚喷基面的实际情况,锚喷基面必须符合一定的 “深长比 (D/L)指标”,即边墙 D/L~<1/6,拱顶D/L~<1/8。检测方法如图 1。
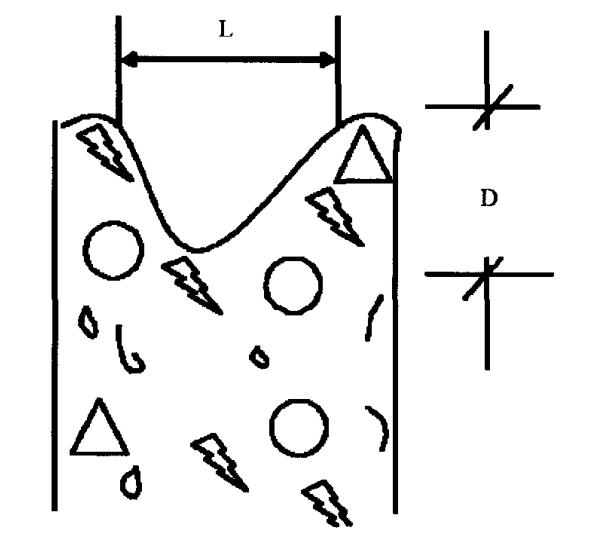
图 1 锚喷基面深长比测试示意图
其中:
L——喷射混凝土相邻两凸面间下凹的距离;D——喷射混凝土相邻两凸面问下凹的深度。具体的检测用钢尺进行,测量精确至 0.5cm。当 L≥70cm时必须重新挂网进行复喷 ;当 L<10cm且每平方米不超过 10个点时 ,可不与处理。对不符合深长比及相关要求的凹凸面(点 ),必须用砂浆抹成光滑的平面或 R≥5cm的圆弧面。
9.2 采用热合焊接技术时的焊接质量的控制
土工膜焊接机的调试及其对防水板的试焊质量是确保防水板能起到防水效果的一个关键工序。
土工膜焊接机对防水卷材热合焊接的质量与工作时该机的焊接速度、温度设定、环境条件、材料类型等有非常直接的关系。一般情况下,在每次使用前应对其进行调试与试焊。
9.2.1 焊接速度的设定与控制
焊接速度是影响防水板热合焊接质量的两个最
晕要的因素。焊接速度的设定主要与土工膜焊接机性能有关,从对各种型号土工膜焊接机的爬行速度来看,一般都能达到 4m/min的行走速度要求。但在实际使用过程中,爬行速度的设定不宜过快,这主要是过快的爬行速度就要求设定较高的熔合温度,不利于焊接质量和设备的使用寿命。一般情况下,根据施工组织及对 EVA、PVC等高分子防水卷材的实际施工效果来看,采用的焊接行走速度为 2m/min的中
速是比较适宜的。
9.2.2 温度的设定与控制
焊接温度是影响防水板焊接质量的第二个最重要因素。不同的防水卷材,因其基材熔点的差异,热合焊接时所选择的熔接温度是有差异的。焊接温度的设定与土工膜焊接机自身的调控能力有关,试验表明温度的偏差要求控制在 5~C的范围内。如爬行速度为 2m/min时 ,对 EVA型防水卷材设定的温度一般为 (250-45)℃。对不了解基材熔点 的情况下,一般先确定一个参考温度,然后从低到高调节温度并在裁剪成条形的试样上进行试焊,观察焊痕质量以确定所设定的温度是否合适。在确定好焊接温度后,应在正常工作情况下,焊接不少于 2m的试样进行室 内抗剥离试验,直到检测结果表明抗剥离强度合格时为止。每次在现场进行热合焊接施工时,都必须进行试焊观察。
有的操作者常采用高温快速焊接法施工,经试验表明这是不可取的,存在的主要问题有两点:一是稍有疏忽则易灼穿防水板;二是对焊缝抗剥离强度的统计分析表明,标准差偏大,焊接质量波动很明显。
9.2.3 环境条件对焊接质量的影响焊接速度和温度的匹配还与环境有关,如环境温度较高 (不低于 15℃)且空气流动不大时对已经确A 3lj} 2006. 5
建材标准化-与质量管理
认的焊接速度和温度影响不太大;如环境温度较低,又有明显的气流运动时,应适当调高焊接温度或降低爬行速度。
9.2.4 防水板材质对焊接质量的影响由于材质熔化温度不同,对土工膜焊接机温度的设定至关重要。很显然,熔点高所要求设定的焊接温度也较高。
9.2.5 对焊接速度和温度的调试是否匹配的判断
速度与温度的设定是否匹配,或者说对焊接质量优劣的判断可通过对焊痕的直接观察或通过抗剥离强度试验来确定。在试焊检测时可观察焊痕的熔合厚度及与母材是否存在明显的差异,如透明类材料,焊痕平整并带有透明的玻璃状则为合格;如焊痕不透明并呈白色状,则说明温度偏低或速度过快,需继续调试。对不透明材料的焊接质量检测也可通过观察其焊痕来确定。焊接时不宜将温度的设定过高,除不利于设备的维护等原因外,主要的是容易熔穿卷材。只有经确认焊接速度和温度已经匹配的情况下,才能对防水卷材进行正式的热合焊接施工。
9.3 对防水板的安全保护及质量控制措施
a)进场堆放:不宜在露天环境中堆放,否则必须覆盖以防日晒雨淋或其他意外损伤;
b)运输领用:运载器具能确保防水板不被损伤,
在施工现场绝不乱堆乱放,并标识;
c)铺设施工:首先应检查基面防排水是否适宜铺设防水板,钢筋头等尖锐突出物是否清除干净;在制作补丁时应将防水板裁剪整齐,减少焊接作业;严格按挂钉位置布孔钻眼,系绳应适当放松,不宜过
紧,也不能过松;锚喷基面必须满足有关平整度或圆
滑面的要求,即 D/L值与 R≥5cm等 ;
d)焊接施工:必须在试焊合格后才能进行正式焊接施工,以避免假焊;必须严格按要求进行现场抽检,以确保焊接质量,防止漏焊发生;加强防护,避免烧伤、灼伤防水板等;
e)后续施工:在钢筋骨架施工、衬砌台车及其混凝土施工以及其他行走机械移动过程中,必须做好对防水板的保护工作,如电焊时应用挡板等进行防护以免焊渣烫伤防水板,台车运行时以免挂伤或撕
裂防水板,混凝土浇筑时振捣棒不宦直接接触防水板等。
作者地址:四川省眉山市东坡区眉象路 198号
邮政编码:620010
联系电话:(0833)8172082
收稿日期:2006—06—19
} 欢迎订阅《国际建材设备》杂志
}. 欢迎订阅 欢迎投稿 欢迎刊登广告
I 《国际建材设备》杂志是香港欧港国际资讯出版有限公司旗下的媒体,是建材行业技术与应用期刊。国
际标准刊号 ISSN 1810—3693。
《国际建材设备》杂志以新视觉、新观点、新思维为出发点,倡导适应生活环境的建材理念,着力展示集理念与技术为一体的建材设备及其配套器械,全面介绍国内外建材设备领域的市场行情、研发状况、供求信息、产品潮流、技术动态,报道与追踪新的行业资讯;全面解析国内外建材企业的成功市场营销案例,协助企业的产品市场宣传与推广。邀请业界知名人士开设专栏讲座,帮助产业界人士交流行业管理经验、沟通市场资讯、提高自我竞争力。
《国际建材设备》杂志以建材专用设备、建材通用设备、建材功能设备、建筑机械为四大板块,重点服务于建材设备生产商及建材设备使用厂商;建筑机械生产及使用商,是连接商家与用户、商家与商家、科研与f‘应用、国内与国外之间的桥梁,是业界人士必备的重要参考资料。
《国际建材设备》杂志为大 16开本,每月 5号出版,全年 12期。欢迎广大读者向我刊订阅。
国内广告总代理:广州市欧港广告有限公司
地 址:广州市天河区燕岭路 25—27号银燕大厦 216室 邮 编:510507
电 话:(020)61030617 传 真:(020)61030570—809
http://www.hkibme.com E —mail:ongoal@ 126.com