

塑料挤出式焊枪购买

塑料挤出式焊枪购买注意事项
1. 使用前请仔细阅读本说明书,以便正确使用本设备,并保留以备参考。
2. 注意危险,在拆开本设备时请确认已拔掉插头!
3. 不正确的使用本设备将造成火灾及烫伤!
4. 本设备上的电压(220V)必须与插头上主电压相同,供给电压不能超过本设备额定电压的±10%。
5. 基于对使用者保护的原则,请在电源处安装漏电及电量过载保护装置。
6. 请勿接触焊嘴和金属外壳以防止烫伤,更不要将热风指向人和动物。
7. 请严防本设备受潮。
8. 操作时请专注。
一、 塑料挤出式焊枪购买概述
JIT-620挤出式塑料焊枪是我公司引进国外先进技术,精心研制的一系列新型热风加热挤出式塑料焊接设备,其技术指标均达到或超过国内外同类产品。主要组件(热风焊枪和驱动电机)均选用进口或国产名牌产品,性能稳定,寿命长;热风预热与焊条挤出融于一体,结构合理,操作方便,焊接连续,工作效率高,挤出压力大,使焊接强度大大提高,是对各种热塑性塑料进行焊接加工的理想产品。
塑料挤出式焊枪购买的本产品是由热风预热及焊条挤出两大部分组成,热风具有可调电热温控,自送性风源,可将待焊接塑料表面预先熔化或者软化;挤出部分采用热风加温系统,挤出速度调节方便,采用螺杆送料挤出压力大,统一采用220V工作电源,能对塑料板材、管材等热塑性塑料制品进行焊接,尤其是对中空壁大口径缠绕管材两端封口,管件制作焊接以及管材损伤修补等。
适用的焊接材质:热塑性塑料HDPE、PP、PE,尤其是PE能发挥其特点。但请勿应用在导电性塑料上(PE-EL),否则会使机器产生导电性短路。
更换不同的焊靴,能适用于:
1、 塑料容器的焊接、拼接等;
2、 大口径塑料管材、管件的焊接、修补、拼接、封口等;
3、 加厚型塑料膜材、土工膜的拼接、修补等。
塑料挤出式焊枪购买的主要优点和特点:
1、选用进口或者国产优质热风焊枪和进口驱动电机,热风温度高,温度稳定;电机功率大,扭矩大,寿命长,性能稳定。
2、整机重量轻,手持方便,能在不同角度操作施工。
3、挤出量大,能焊接宽度超过10mm的焊缝。
4、选配不同的焊靴,能适用于不同类型的焊缝。
5、本机器就用在桶槽和管件上符合DVS标准(德国焊接协会)的第4部分。
二、塑料挤出式焊枪购买 技术参数
|
参数 |
JIT-620 |
|
名称 |
挤出式塑料焊枪 |
|
电压 |
◇220V |
|
频率 |
50/60Hz |
|
插头形式 |
◇国标三芯插头 ◇欧标插头 ◇工业16A防脱落插头 |
|
电机功率 |
1100W |
|
发热功率 |
3400W |
|
焊条直径 |
Φ3.5mm-Φ4.5mm |
|
热风温度 |
20-700℃ |
|
焊接温度 |
260℃-420℃ |
|
挤出量 |
1.8-3.6Kg/小时 |
|
焊接材质 |
HDPE/PP/PE |
|
整机净重 |
11.5Kg |
|
外箱尺寸 |
600mm*180mm*550mm |
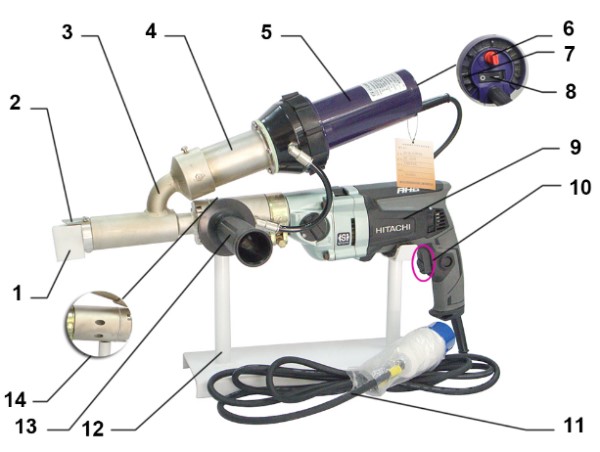
三、 塑料挤出式焊枪购买主要部件及名称
|
1、焊靴 |
2、出风口 |
3、Y型挤出枪体 |
4、枪芯 |
|
5、热风焊枪枪体 |
6、风量调节旋钮 |
7、防尘网 |
8、焊枪电源开关 |
|
9、驱动电机 |
10、电机开关及速度调节旋钮 |
11、电源插头 |
12、支架 |
|
13、手柄 |
14、进料口 |
|
|
四、 塑料挤出式焊枪购买后操作方法
1. 预备阶段:插上主电源插头,装好手柄,将挤出式焊枪放到放置架上。
2. 预热阶段:打开热风焊枪热风开关,调整温度调节旋钮,将温度设置到所需的温度值(预热时可调至高温,正式操作时再调整到合适温度),加温预热约3~5分钟,待焊嘴出料口的旧焊料软化,借用工具将焊嘴口已开始软化的废焊料挑出。预热时间的长短,需要根据现场判断,焊嘴出料口的旧焊料还未软化,则说明预热时间还不够;如果旧焊料出现稀化,则说明预热时间太长了。合适的预热时间是非常必要的:预热时间不足而强行启动本挤出焊枪的话,会造成电机负载过大,严重时会烧毁电机转子。预热时间过长的话,出风口热量往回倒,会造成电机过热而停机,会造成焊料还未进挤出腔就被熔化,抱紧刀片无法进料。
3. 试机阶段:右手抠动电机开关,电机开始转动。新机器如有轻微噪音,可能是机器与放置座的共振或机器内部的零件紧密性有关,不影响正常操作使用。如果电机很平顺,以及喂料后内部声音消失,既是正常。但如果电机转动不顺畅,抖动剧烈,噪音加剧,则表示预热时间不够,枪体内废料未熔化无法排出。需延长预热时间。
4. 在马达确定可以启动下,再待机2~3分钟,后即可插入焊条运行,根据挤出物料的塑化再仔细调整温控旋钮调整至螺杆内的塑料完全软化。
5. 焊接阶段:在空料时马达转速轻快,进料后会变得较重,如果变得非常吃力,请立即停止,可能是螺杆加温时间太短或温度不够高;或者温度过高导致切割完毕的焊料粒来不及落入挤出枪体,即已熔化,并缠抱住切料刀片,造成堵转。这种情况下,需趁热拆开Y型挤出枪体,清理切料刀片上的废料,以确保设备正常不损坏。
6. 不同的焊接方式和焊接场合需要不同的焊靴,本公司提供两个标准焊靴:一个平面焊靴,一个直角焊靴。
7. 需要通过手柄施加压力在挤出焊枪上,使挤出焊枪能加压在熔化的焊料和待焊接塑料表面上,确保它们之间的黏合。同时在正式施工操作之前需要简单地空转出料让焊嘴加热,使其焊缝表面显得不平滑。
8. 焊速、出料、角度、焊嘴的构造将决定焊缝的均匀度和美观,但重要的一点是预热热风的温度及风量是取决于焊缝强度及焊接度的要点,一般热风温度在260~420℃,当然焊接速度越快则需温度越高。
9. 热风在随挤出焊枪移动时,只要能使被焊接的材料表面经过热风软化之后,变得失去光泽即可。并非温度越高其焊接效果越好,过高的温度可能将待焊接塑料吹破或变形。选择正确温度非常重要。
10. 塑料挤出式焊枪购买更换焊靴时,请不要蛮敲,较好的更换方法是加热之后再拆卸,防止陈旧焊料粘住焊靴。
11. 热风枪和驱动电机的碳刷寿命均约在1600小时,注意要提前更换,不要等到碳刷磨损殆尽时再换,以免影响挤出焊枪的正常使用。
12. 整理阶段:关机之前要将挤出焊枪枪体内焊料完全挤出干净,以免下次使用时硬化的废旧焊料不能正常熔化,导致开机不顺畅,造成设备故障。
13. 关机阶段:关机时,应先将热风枪温度调节旋钮调到低,吹冷风数分钟后方可关闭热风枪。
14. 焊枪下次开机时一定要将焊靴出料口的旧焊料清理干净。



